Werkzeugauswahl für die Endbearbeitung von Wende
Wie wählt man beim Drehen von Bauteilen (Aluminium, Edelstahl, Kupfer, Titan, Legierung), insbesondere für die Endbearbeitung, ein Werkzeug aus? Zusammenfassung der Erfahrungen von CNC-Mastern:
1. Zuerst bestimmt die Einstellwinkel des Werkzeugs
Unter den Eingangswinkeln herkömmlicher Werkzeuge liegen diejenigen, die zum Schlichten geeignet sind, im Allgemeinen zwischen 90 ° und 95 °, insbesondere 91 °, 93 ° und 95 °, die am häufigsten verwendet werden. Durch den Annäherungswinkel von 90 ° folgt die Schnittkraft der Achse des Werkstücks. Es wird keine vertikale Kraft auf das Werkstück ausgeübt, um Vibrationen und Verformungen zu vermeiden (die Verarbeitung dünnwandiger Teile ist besonders wichtig). Der Eingabewinkel der Hauptabweichung wird in der Regel in der Symbolleiste garantiert.
2. Bestimmen Sie zweitens den Winkel der Werkzeugspitze oder wählen Sie die Form des Werkzeugs
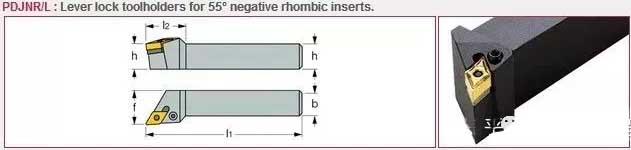
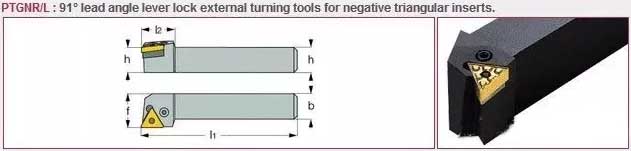
Im Allgemeinen sind die üblicherweise verwendeten Klingenformen: Rundes Blatt (beginnen Sie mit R, ISO-Standardcode, wie unten angegeben); 90 Grad quadratische Klinge (beginnend mit S); 80 Diamantklinge (beginnend mit C); 80 Grad konvexe Dreiecksklinge (beginnend mit W); 60 Grad dreieckige Klinge (beginnend mit T); 55 Grad Diamantklinge (beginnend mit D); 35-Grad-Diamantklinge (beginnend mit V). Diese Werkzeugformen decken grundsätzlich mehr als 90% der herkömmlichen Wendeeinsätze ab. Diese Arten von Klingen sind in Bezug auf die Werkzeugfestigkeit angeordnet: R, S, C (W), D, V. R Klinge hat die höchste Festigkeit und V hat die niedrigste. Aber je höher die Festigkeit, desto größer der Widerstand und desto größer das Vibrationsrisiko. Daher wählen wir oft R, S, C (W) zum Schruppen. Zum Abschluss wählen wir D und V. Die für die Endbearbeitung erforderliche Profilierungsfähigkeit ist auch V die beste und R die schlechteste.
3. Bestimmen Sie die vorderen und hinteren Ecken des Werkzeugs
Das Werkzeug mit negativem Spanwinkel hat eine gute Steifigkeit und ist nicht leicht abzusplittern. Es eignet sich für die Grobbearbeitung.
Die Klinge mit positivem Spanwinkel schneidet zügig und eignet sich besser für die Endbearbeitung. Es gibt eine Übereinstimmungsbeziehung zwischen dem Rückwinkel und dem Spanwinkel. Im Allgemeinen wird die negativen Spanwinkel Klingen sind im wesentlichen 0 Grad ist. Die positiven Spanwinkeleinsätze haben 5 ° (B, ISO-Code, siehe unten), 7 ° (C), 11 ° (P) für drei gängige Werkzeugspielwinkelkombinationen (nur beim Drehen).
Übliche Kombinationen:
CC / CP (C-Typ positiver Spanwinkel 7 ° / 11 ° Heckwinkel); DC (D-Typ positiver Spanwinkelblatt 7 ° hinterer Winkel); VC / VB (V-Typ positiver Spanwinkel 7 ° / 5 ° Heckwinkel); WB / WC (W-Typ mit positivem Spanwinkel 5 ° / 7 ° Spielwinkel). Diese Kombinationen sind auch die Klingenformen, die bei der herkömmlichen Endbearbeitung verwendet werden (die vorderen und hinteren Ecken werden bestimmt).
In Kombination der drei ist die Werkzeugform für die konventionelle Endbearbeitung wie folgt:
95 ° Eintrittswinkel Dorn + CC Einsatz
93 ° Eintrittswinkel Dorn + WB / WC / DC / VC / VB Einsatz
91 ° Eingangswinkel Dorn + DC / VC / VB Einsatz
Unter diesen ist der 93 ° -Eingangswinkel-Werkzeughalter + DC der beste von meiner Person empfohlene Endbearbeitungsplan (nur in Bezug auf das Drehen radial). Dieses Programm ist mit geeigneten Schnittparametern ausgestattet, und der Verarbeitungseffekt sollte derzeit einer der besten beim Drehen sein. Ich habe diese Rauheit von 1,6 an verschiedenen Materialien (Edelstahl, Titan, Aluminium) ausprobiert. Da die Rauheit des anderen Stahlteils von 0,8 das innere Loch ist, ist der Durchmesser des Schafts begrenzt und es können nur 95 ° Eintrittswinkelschaft + CC-Klinge verwendet werden.
Natürlich sind die oben genannten Optionen nicht eindeutig. Unter Arbeitsbedingungen, bei denen feste Materialien mit großem Durchmesser eine hohe Lineargeschwindigkeit erreichen können. Dreheinsätze mit einem Freiwinkel von 0 ° (ISO-Code N) können auch mit besserer Rauheit gedreht werden. Die Rauheit zu diesem Zeitpunkt wird jedoch durch dicke, mit Aluminiumoxid CVD beschichtete Klingen bei hohen linearen Geschwindigkeiten "geschliffen". Diese Rauheit unterscheidet sich im Wesentlichen um eine Sorte von der Rauheit, die mit dem oben ausgewählten Werkzeug verarbeitet wird. Mit anderen Worten kann die CN Klinge für Feindrehen bis 1,6 verwendet werden, und die DC-Klinge kann für Präzision bis 0,8 Drehen verwendet werden.
Ergänzung:
Zu den häufig verwendeten Einsätzen beim Präzisionsdrehen von Innenlöchern gehört TC / TP (T-Typ positiver Spanwinkeleinsatz 7 ° / 11 ° hinterer Winkel)
Entsprechende Werkzeughalterkombination
91 ° Eintrittswinkel Dorn + TC / TP Einsatz
Für Präzisions mit einem Innenlochdurchmesser von mehr als 16 drehen, DC Schaufeln grundsätzlich verwendet werden können. Allerdings gibt es zwei Typen von DC Klingen 07 und 11. Die 07 Klinge 16-20 innere Löcher verarbeiten kann, und die Klinge kann für DC11 25 und oben verwendet werden.
Für das Präzisionsdrehen mit einem Innenloch von ca. 10-16 können CC-Klingen oder TC / TP-Klingen verwendet werden.
Wenn das innere Loch kleiner als 10 mm ist, sind im Allgemeinen nur CC-Klingen besser geeignet. Japanische CC-Klingen können 5,5-6 mm erreichen.
Bild:
Eins:
Feindrehen des Außendurchmessers
1. PDJNR
2. PTGNR
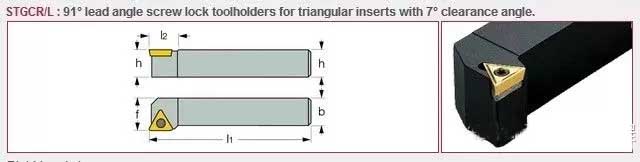
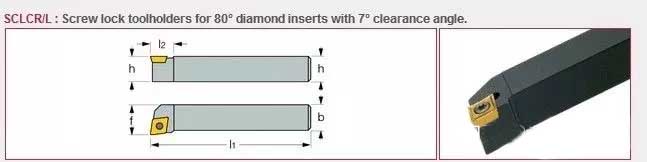
3. STGCR und SCLCR
Es eignet sich zum Feindrehen von mittleren und kleinen Teilen, SCLCR wird jedoch zum Drehen von Feinwellen verwendet, und STGCR eignet sich nicht zum Drehen von Endflächen.
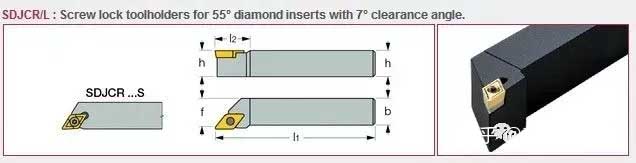
4. "Der beste Partner" ist hier, SDJCR
Es ist geeignet für die Fein alle Außendurchmesser Drehteile, einschließlich Profilieren und Achsstift Teile. Es ist unabhängig vom Durchmesser geeignet. Darüber hinaus ist die Schneid leichter und beständiger gegen Abplatzen als VB / VC-Einsätze.
2: Innenloch fein drehen
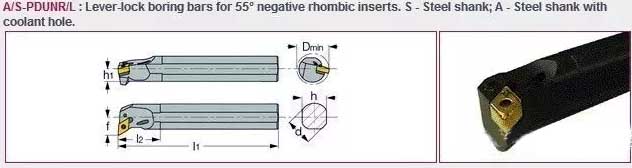
1.PDUNR
Ähnlich wie der Außendurchmesser eignet sich der Schaft zum Feindrehen von Teilen mit mittlerem und großem Durchmesser und kann auch profiliert und Stirnflächen sein.
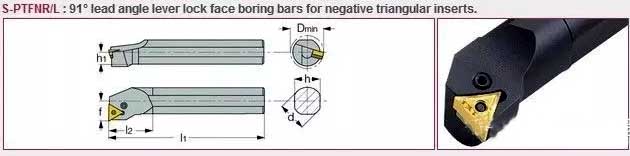
2.PTFNR
Geeignet zum Feindrehen von mittleren und großen Teilen.
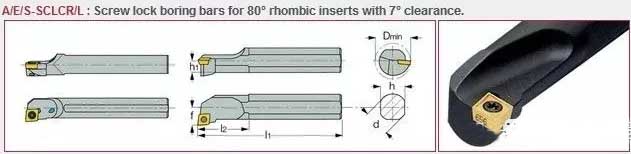
3.SCLCR
Einer der häufigsten inneren Loch Präzision verwendet Werkzeughalter drehen, mit einer breiten Palette von Bearbeitungsdurchmessern kann die kleinste etwa 5,5-6 sein.
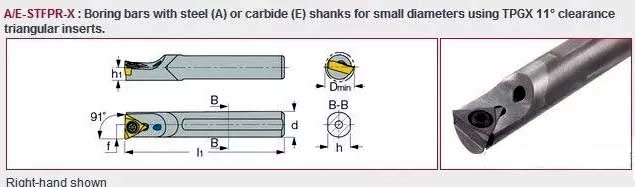
4.STFPR
5.SDUCR
Nun, die fünf Arten von Werkzeugen innen und außen können grundsätzlich den herkömmlichen Enddurchmesser und Innendurchmesser erfüllen.
PREVIOUS:NONE
NEXT:Die Bedienungs faehigkeiten der CNC Drehmaschine Bearbeitung
NEXT:Die Bedienungs faehigkeiten der CNC Drehmaschine Bearbeitung




